関連する商品・課題用途を
お探しの方はこちら
お探しの方はこちら
商品基礎情報
Tough Plasma製品ラインナップ
お客様のご要求仕様や工程によって適切なモデルをご提案させていただきます。
| FPF20-GM | FPF20-ST | FPB20 | Tough Plasma FSI |
|
|
|
|
|
| 業界最高レベルのプラズマ処理能力を持ち、海外安全規格のCEマーク及びUL規格に対応したグローバルモデルです。 低温で熱ダメージ無く処理することができ、様々な独自監視機能を搭載していますので、量産で安心してご利用いただけます。 |
最上位機種FPF20-GMと比較し、ラジカル発生量は維持し、機能を絞ってヘッドをスリム化させることによって高いコストパフォーマンスを実現したスタンダードモデルです。低温で熱ダメージ無く処理することができ、様々な独自監視機能を搭載しておりますので、量産で安心してご利用いただけます。 | 熱ダメージおよび電気ダメージを極力抑え装置サイズもコンパクトにしたローコストモデルです。 | ラジカルに反応して変色するプラズマインジケーターです。プラズマを照射すると青色からピンク色に変色しますので、視覚的にプラズマ効果を確認することができます。 |
| 製品の詳細はこちらから | 製品の詳細はこちらから | 製品の詳細はこちらから | 製品の詳細はこちらから |



プラズマの技術情報
プラズマに関する技術情報をご紹介させていただきます。
| プラズマって何? | 何故大気圧プラズマが良い? | 大気圧プラズマは何の効果がある? |
|
|
|
|
| プラズマとは何かをご紹介します。 | 世の中で大気圧プラズマが普及している理由をご紹介します。 | 一般的な大気圧プラズマ効果をご紹介します。 |
| 詳細はこちらから | 詳細はこちらから | 詳細はこちらから |
| 工程削減(プライマーレス接着) | カーボンニュートラル対策 (CO2削減) |
|
|
|
|
|
| プライマー塗布工程削減やVOC削減を背景に、プライマーレス接着が普及しつつありますのでご紹介します。 | CO2削減の必要性を背景に、既存工法であるフレーム処理から大気圧プラズマへの置き換えが進んでいますのでご紹介します。 | |
| 詳細はこちらから | 詳細はこちらから |


Tough Plasma導入事例
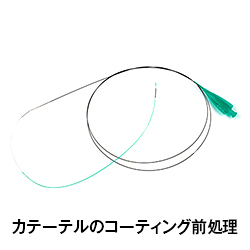
| 大型樹脂接着前処理 | 車載用ディスプレイ | FIPG塗布前処理 | 医療機器のコーティング接着前処理 |
|
|
|
|
|
| 高速処理及び長距離照射が可能という特長から、大型樹脂への適用が進んでいます。 | 高速処理、長距離照射及び低温処理という特長を活かし、カーナビやヘッドアップディスプレイ等の車載ディスプレイへの適用が進んでいます。 | 高速処理や様々な形状のノズルを活かし、金属・樹脂に対するFIPG(液状ガスケット)塗布前処理への適用が進んでいます。 | 低温処理が可能なためコーティング材塗布の前処理や接着剤塗布の前処理として様々な医療機器への適用が進んでいます。 |
| 詳細はこちらから | 詳細はこちらから | 詳細はこちらから | 詳細はこちらから |


丸文のTough Plasma評価テスト体制
製造メーカーである株式会社FUJI(愛知県知立市)でのテスト体制はもちろんのこと、弊社でも独自の評価テスト体制を整えています。
| 東京都内での評価テスト体制 | 中国での評価テスト体制 |
|
|
|
| 弊社では関連会社と連携し、東京都内での評価テスト体制を整えています。 | 中国でも大気圧プラズマのニーズが急増しており、独自の評価テスト・サポート体制を構築しています。 |
| 詳細はこちらから | 詳細はこちらから |

関連する商品・課題用途を
お探しの方はこちら
お探しの方はこちら
関連リンク
商品別
- 半導体・電子部品
- アンプ
- オペアンプ
- コンパレータ
- クロック
- リアルタイムクロック
- 水晶発振器・発信子
- 有線インターフェイス
- USB
- イーサネット
- ビデオ・オーディオ
- その他(有線インターフェイス)
- 無線インターフェイス
- WLAN・コンボ
- Bluetooth・BLE
- NFC・RFID
- その他(無線インターフェイス)
- アイソレーション
- フォトカプラ
- デジタルアイソレータ
- マイコン・プロセッサ
- 8Bit・16Bit
- ARM
- AI・DSP
- モータドライバ
- ブラシレスDC
- ステッピング
- 電源
- レギュレータ・LDO
- スイッチングDCDC
- 複合電源(PMIC)
- LEDドライバ
- バッテリマネージメント
- その他(電源)
- RF・マイクロ波
- RFモジュール
- ミリ波
- アンテナ
- センサ
- 温度・湿度・環境
- 加速度・モーション・ジャイロ
- 近接・ToF
- 圧力センサ
- 磁気センサ・ホール素子・電流
- 光電センサ
- ポジション(位置・角度)
- その他(センサ)
- ASIC・FPGA・PLD
- FPGA
- PLD
- ASIC
- その他カスタム
- メモリ
- DRAM
- FLASH
- その他(メモリ)
- ディスプレイ
- 電子ペーパ
- LCDパネル
- ASSP(特定用途向け)
- 音声合成
- セキュリティ
- その他(ASSP(特定用途向け))
- ディスクリート
- ゲートドライバ
- MOS-FET
- SIC/GAN (FET/Diode)
- IGBT
- LED
- ダイオード
- 保護素子
- TVSダイオード
- サイリスタ・トライアック
- ヒューズ
- バリスタ
- 受動部品
- トランス
- インダクタ
- 抵抗
- コンデンサ
- コネクタ・スイッチ
- ボード間
- その他(コネクタ・スイッチ)
- その他(半導体・電子部品)
- 放熱
- オーディオ
- その他(その他)
- ソフトウェア
- クラウド
- エンタープライズソフトウェア
- 組込ソフト
- セキュリティ
- OS・開発ツール
- 計測・測定・表示機器
- 測定機器・計測機器
- テスタ・モニタリング
- ディスプレイ・DLP
- その他(計測・測定・表示機器)
- 検査・分析機器
- 検査機器(破壊・非破壊)
- 解析機器
- その他(検査・分析機器)
- ICTソリューション
- ネットワーク機器
- ストレージ機器
- シミュレータ・テスタ
- その他(ICTソリューション)
- 組立・ロボティクス
- 組立・実装装置
- 産業用ロボット
- サービス用ロボット
- その他(組立・ロボティクス)
- レーザ・光学部品
- レーザ加工・微細加工
- 半導体レーザ
- LED・光ランプ
- ランプ
- 白色LED
- 波長別LED
- その他(レーザ・光学部品)
- 組込コンピュータ
- CPUボード
- CPUモジュール
- 産業用マザーボード
- Mini-ITXボード
- 小型SBC
- VME/VPXボード
- 組込システム
- 産業用PC
- パネルコンピュータ
- その他(組込コンピュータ)
- 拡張ボード
- カメラおよび周辺機器
- 特定用途向け・その他
- IP・ライセンス
- 組込モジュール
- ドライビングシミュレータ
- ソーラー・太陽電池系
- サービス
- 開発委託・セミナ・検収・メンテナンス等
マーケット別
- 自動車
- エンジン・パワートレイン
- インフォテイメント
- ボディーコントロールマネジメント
- 車載ネットワーク
- 計測・試験・検査・解析装置
- その他(自動車)
- 産業
- FA・製造・加工
- ビルディング・オフィス設備
- インフラストラクチャー
- ライティング・ディスプレイ
- 半導体・電子部品製造
- 環境・防災
- その他(産業)
- 医療
- 診断・モニター機器関連
- ヘルスケア
- 医療機器向け部材
- 情報通信
- 無線ネットワーク
- 有線ネットワーク
- 交通システム
- ICT・データセンタ・サーバ・クラウド
- その他(情報通信)
- 宇宙・防衛
- ロケット・人工衛星
- レーダ・通信
- 防衛
- その他(宇宙・防衛)
- 民生
- 映像機器
- 家電
- モバイル機器
- その他(民生)