レーザー熱加工ポータルサイト|レーザー焼入
| オンラインセミナーのお知らせ |
レーザーオンラインセミナーを開催します。
6月に配信させていただくメールマガジンでご紹介した製品について深堀してご説明させていただきます。メールをご覧いただかなかった方もぜひご聴講ください。
- 日時:2026年6月26日(金) 16:00~17:00(60分)
- 費用:無料
- 形式:オンラインセミナー
「レーザーの肉盛りに興味があり、他の技術との差が知りたい。」「計測に使用できるレーザーについて知りたいがどのよなものがあるのかわからない。」そんな悩みを持った方に最適です。
■本セミナーでご紹介予定の製品
第一部
レーザー肉盛りの基礎を知って頂くため、技術的な特徴やどのような用途で使用されるのかなどをご説明します。また、国内外で注目される金属の3Dプリンタについても、事例なども交えてご紹介します。レーザー肉盛りの全体像を知るには参考となるセミナーですので、是非ご参加ください。
第二部
カスタマイズ性が非常に高く、様々なアプリケーションでご活用いただける多波長レーザー「Modulight社 ML6600」 と、410nm〜2300nmを網羅しメンテナンスフリーを実現した自社独自のオールファイバー構造の「FYLA社 スーパーコンティニュームレーザー」をご紹介します 。 あらゆる産業に最適な光のソリューションをぜひご覧ください 。
| レーザー焼入の原理 |
ギア歯面への局所レーザー焼入
レーザー焼入れとは、レーザーの光を当てるだけで焼きが入る工法です。レーザーが金属にあたると金属表面が急激に加熱され、表面温度が一気に1000℃近くまで加熱されます。その後、金属の自己冷却で急激に温度が下がり、焼入れができます。そのため、基本的には水や油での冷却は不要となります。
| レーザー焼入の特長 |
 |
 |
 |
 |
焼きが入るのはレーザービームが当たったところだけ。高精密で熱処理品質の安定性が高い部分的な熱処理は部品設計の自由度の飛躍的な向上に大きく貢献しました。 |
加熱した金属を冷却するための水や油が原則必要ありません。これはランニングコストに大きなメリットをもたらします。また電気的な効率にも優れているため、高い経済性を持っています。 |
レーザー光が当たった表面だけが瞬時に1000℃付近まで加熱し、自己冷却による急冷で焼入します。ワークに与える熱影響が最適化され、熱歪みが低減されます。 |
システムはロボットを中心とする自動化設備で構成されます。デジタルに設定ができるため、加工再現性に優れています。いつ、誰が施工しても同じ結果が得られます。 |
部分熱処理の新しい選択肢
従来的工法と比べて、より精密で品質の安定した部分熱処理ができます。
これは部品設計の自由度にイノベーションをもたらしました。
これは自動車の燃費の向上のための部品薄肉化及び軽量化に対応した熱処理工法として世の中に貢献しています。
もう水や油は必要ない?

金属は加熱、急冷される過程で焼きが入ります。
そもそも入熱量が少ないレーザー焼入はワーク自体の自己冷却(熱拡散)により急速に冷却されるため、冷却材としての水・油は必要ありません。
ただし、ワークのサイズが極端に小さい場合や薄い場合は自己冷却が効きにくいため、補助的に油や水を用いる場合もあります。
熱処理歪みを低減できる
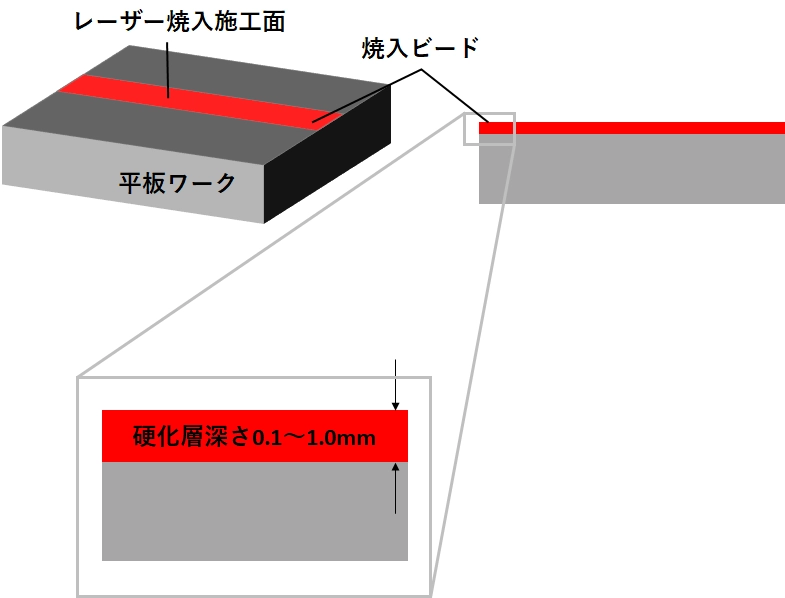
ワーク表面にだけ入熱し、必要な部分だけを硬化させるためワークへの入熱が少なく、熱による変形が低減されます。
ただし、表面のみ入熱するため硬化層深さは0.1-1.0mmです。
従来工法と比べると「浅い」と思われるかもしれませんが、これでも耐摩耗用途においては機械的特性を満足するケースが数多くあります。
自動化ロボットシステム
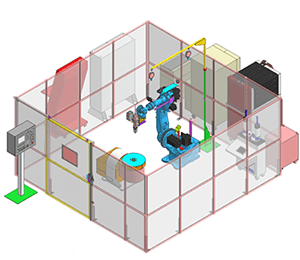
各種ロボットや自動機械と組み合わせてインテグレーションし、レーザー焼入システムとして提案ができます。
一度、施工に関するレシピを作成してしまえば誰がやっても、いつやっても同じ品質で焼入施工が可能です。
ただし、レシピを作ることは簡単なことではありません。
そこがノウハウになります。
| 他工法との比較 |
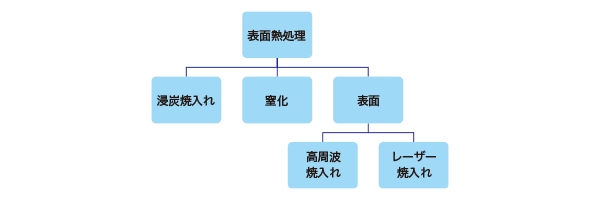
表面熱処理は大きく分けて、図のように浸炭焼入れ・窒化・表面焼入れの3種類に分類されます。
レーザー焼入れはその中で、高周波焼入れと同様に表面焼入れの分類に属しています。
また、他工法との焼入れ深さ、硬度、面積、歪みは比較表のとおりとなります。レーザー焼入れは他工法と比較すると、自己冷却が可能で極小の焼入れができ、歪みが小さいという特長があります。
| レーザー焼入れ | 高周波焼入れ | 浸炭焼き入れ | 窒化処理 | ||
| 加工プロセス | 加熱方法 | 焼き幅に合わせたビームを使用した部分加熱 | 形状に合わせたコイルを使用した部分加熱 | 炉による全体加熱 | 炉による全体加熱 |
| 冷却方法 | 自己冷却 | 水・油など | 水・油など | 不要 | |
| 品質特性 | 焼入れ深さ | ~1.5mm | ~10mm | ~5.0mm | ~0.3mm |
| 焼入れ硬度 | 炭素量により決まる | 炭素量により決まる | 浸炭条件と材質により決まる | 窒化条件と材質により決まる | |
| 焼入れ面積 | 極小範囲の焼入れが得意 | 大面積の部分焼入れが可能 | 表面全体が硬化 | 表面全体が硬化 | |
| 歪み | 局所的に加熱し熱影響が少ないため、歪は少ない。 | レーザーに比べ熱影響が大きいため歪は出るが、他工法に比べると少ない。 | 炉による全体加熱のため、他工法に比べて歪は大きい。 | 処理温度が低いため、他工法に比べて歪は少ない。 | |
高周波焼入れとの比較
 全体焼入れ
全体焼入れ
 部分焼入れ
部分焼入れ
 高周波焼入れとレーザー焼入れの比較
高周波焼入れとレーザー焼入れの比較
| 高周波焼入れ | レーザ焼入れ | |
| S45C | HRC50~60 | HRC55~60 |
| S55C | HRC55~65 | HRC60~65 |
| SCM440 | HRC55~62 | HRC57~62 |
| SK5 | HRC55~65 | HRC60~65 |
| SUJ2 | HRC58~65 | HRC60~65 |
| FCD600 | HRC45~52 | HRC50~60 |
| SUS420J2 | HRC45~55 | HRC45~55 |
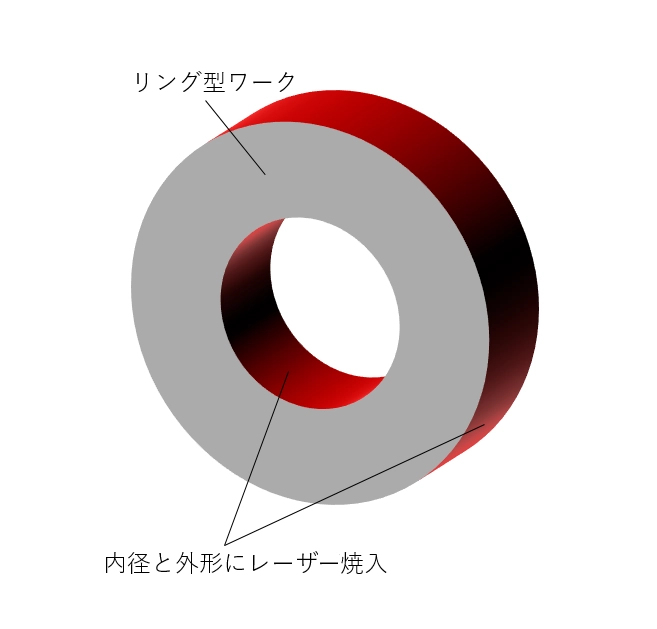
| 適用事例 |
 |
 |
硬さ:HRC60 【メリット】 <短納期化> |
【メリット】 |