AMPLITUDE|フェムト秒レーザー・ロングGHZバースト

フェムト秒レーザー加工において近年注目されているGHzバースト。このページでは、産業用フェムト秒レーザーのパイオニアである仏Amplitude社のGHzバースト機能についてご紹介しています。
デモをご希望の場合はお問い合わせフォームからお気軽にお問い合わせください。
GHZバーストの基本情報
GHzバーストとは
シングルパルスを数十個の細かいパルスに分割し、分割したあとのパルス周波数がGHz単位になるバースト方式をGHzバーストと呼びます。※単純に周波数をGHzまで上げる方式とは異なる。
Amplitude社のGHzバーストモードは、40MHzのシングルパルスを32分割することで、1.28GHzの周波数でのバーストを行います。
なぜGHzバーストが注目されているのか
従来のフェムト秒レーザー加工における問題点は、超短パルスレーザーにつきものである「加工スピードの遅さ」にあり、これがネックとなり、フェムト秒レーザーは産業用途での導入は難しいというのが実状でした。
GHzバーストはこれを克服するため、「フェムト秒レーザーの加工品質でナノ秒レーザーのスループットを実現する」ことを目標に開発された技術です。
近年では学会や展示会のセッションなどでもGHzバーストが一つのテーマとして取り上げられるほど研究開発が進み、多くの製造メーカーが自社のアプリケーションへの適用を目的にGHzバースト付きフェムト秒レーザー発振器の検討・導入が進んでいます。
AMPLITUDE社のGHZバースト(ロングGHZバースト)の特長
GHzバースト数が最大6000バースト(ロングGHzバースト)
Amplitude社のGHzバーストの最大の特徴はバースト数の多さにあります。他社製品が数十~1,000程度のバースト数に対し、Amplitude社のバースト数は6,000におよびます。
ここでは、1,000バーストを大きく超えるGHzバーストを「ロングGHzバースト」と呼びます。
GHzバースト数が加工効率に与えるメリット
GHzバースト数が多いと加工にどのようなメリットがあるのかについて、一例として以下のような検証結果があります。
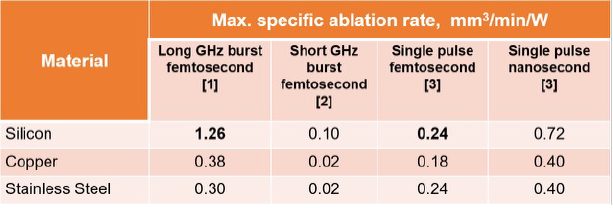
この表は各材質のテストピースに対して異なる条件でテストを行った時のアブレーションレート(数値が大きいほど加工効率が良い)を比較したものになります。
[1] G. Bonamis, E. Audouard, C. Hönninger, J. Lopez, K. Mishchik, E. Mottay, and E. Manek-Hönninger Opt. Express 28, 27702-27714 (2020)
[2] T. Hirsiger et al., in Laser Applications in Microelectronic and Optoelectronic Manufacturing (LAMOM) XXV, (SPIE, 2020), p. 27.
[3] M. Domke, et al., Applied Surface Science 505, 144594 (2020).
※Amplitude社公式資料より
左から順に
Long GHz burst femtosecond :>ロングGHzバースト(フェムト秒)
Short GHz burst femtosecond :30バースト未満のGHzバースト(フェムト秒)
Single pulse femtosecond:シングルパルス発振(フェムト秒)
Single pulse nanosecond:ナノ秒レーザーのシングルパルス発振
となっており、この表から
- ロングGHzバーストではナノ秒に匹敵する加工効率を実現できる
※シリコンではナノ秒レーザーでの加工効率を上回る - 一方、30バーストに満たない場合には加工効率は改善できない
ということが分かります。
また、ポリゴンスキャナなどを使用した高速加工においては高出力×GHzバーストが非常に有効と考えられています。なぜGHzバーストで加工効率が上がるのか
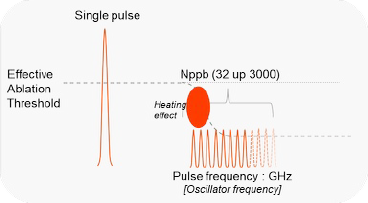
GHzバーストはシングルパルスを分割してレーザー照射するため、下の図に示すように、一つのパルスのエネルギーは分割した分だけ小さくなってしまいます。
しかし、GHzという非常に高い周波数で、かつ長時間のバーストを照射することで、以下のような現象が発生していると考えられています。
- 最初の数十バーストで材料に熱影響(Heating effect)が発生し、これにより加工閾値(Effective Ablation Threshold)が低下する
- この現象が発生した後もバーストが継続することで、低いパルスエネルギーであっても加工が進行する
G. Bonamis et al.,
“Use of bursts up to GHz repetition rate for femtosecond ablation efficiency increase.”,
Journal of Laser Application, 31, 022205 (2019).
(引用)Amplitude社公式資料より
また、それぞれのパルスはフェムト秒のパルス幅であるため、HAZ(Heat Affected Zone=熱影響範囲)の少ない非熱加工が可能になります。
つまり、GHzバーストの本来の目的である「フェムト秒レーザーの加工品質でナノ秒レーザーのスループットを実現する」を達成するには、バースト数の多いGHzバースト=ロングGHzバーストが必須となります。
AMPLITUDE社フェムト秒レーザー発振器のご紹介
最新のフラッグシップモデルーSatsuma X
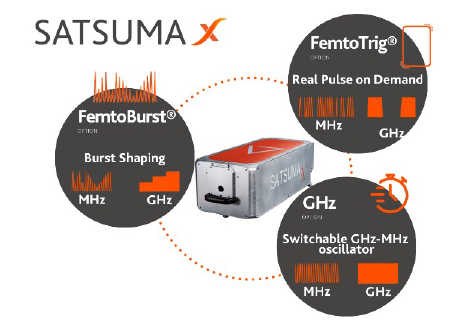
2024年にリリースされたSatsuma Xは、ロングGHzバーストのほか様々なオプションをご用意しております。
- FemtoBurst:FemtoBurstはバースト波形を制御し、フラットやライジング(右肩上がり)など任意のバースト波形を実現することができます。
- SuperBurst:バースト発振時、一連のバーストでのトータルエネルギーがバースト分割前のシングルパルスでのパルスエネルギーを上回る機能です。これにより加工効率の向上が期待できます。
- FemtoTrig:パルスオンデマンド(POD)制御。ガルバノスキャナなどの走査光学系に速度に合わせ、周波数だけでなくパルスエネルギーも均一に制御します。直線と曲線の混在した加工軌跡において、曲線部においても均一な加工を実現します。LIPSS(ナノ周期構造)加工にも有効です。
- 波長変換ユニット:IR波長だけでなく、SHG(Green)、THG(UV)の波長変換モジュールを追加できます。
よくあるご質問
Q:GHzバーストが有効なアプリケーションは何ですか?
A:シリコンやガラスの加工で実績がございます。詳細をご希望の場合はお問い合わせください。またデモ機のお貸出しもしておりますので、お客様の材料で実際に試作加工を行うことも可能です。
Q:なぜAmplitudeは6,000バーストが可能なのですか?
A:発振器内部の構造によって、バースト数に違いが出ます。Amplitudeは独自の発振方式により、高いバースト数を実現しています。
Q:GHzバースト加工で熱影響(HAZ)は発生しますか?
A:ゼロではありませんが、パルス幅がフェムト秒単位のため、非常に小さなHAZに抑えることが可能です。
Q:デモは可能ですか?
A:最新モデルのSatsuma Xをお貸出し可能です。詳細はお問い合わせください。
Q:ロングGHzバースト搭載モデルの価格を教えてほしい
A:モデルやオプションによって異なりますので、お気軽にお問い合わせください。
Q:バースト波形は一定(フラット)ですか?
A:Femto Burstオプションを使用することでバースト形状を任意に変更することが可能です。アプリケーションや用途に応じて自由にカスタマイズできます。
関連商品・技術情報
産業用フェムト秒レーザーシリーズ

フランスAmplitude社はAmplitude Laser Groupの1社で、産業用途に特化したフェムト秒レーザー専業のリーディングカンパニーとして、光通信分野で使用される高信頼性部品を基に構築された高品質のレーザーをご提案しております。
電子部品加工や微細加工、さらには医療機器などの分野に多く採用されており、レーザーによる加工と共に、お客様のご要望に応じたご提案を行っております。