【レーザー焼入れ】低歪みで冷却が不要な熱処理技術

レーザー焼入れは、窒化処理や浸炭焼入れ、高周波焼入れと同じく、熱処理技術の一つです。他工法と比べて、局所的な焼入れができ、低歪みが特長です。
レーザー焼入れの原理や特長、メリット等を詳しく紹介いたします。
商品基礎情報

レーザーを熱源に使うメリットや他工法との比較、様々な業界への適用事例を音声入り資料でご紹介します。
レーザー焼入れの原理
レーザー焼入れとは、レーザーの光を当てるだけで焼きが入る工法です。レーザーが金属にあたると金属表面が急激に加熱され、表面温度が一気に1000℃近くまで加熱されます。その後、金属の自己冷却で急激に温度が下がり、焼入れができます。そのため、基本的には水や油での冷却は不要となります。
他工法との比較
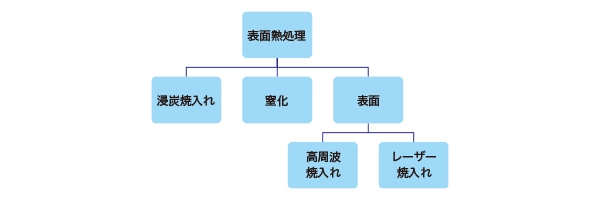
表面熱処理は大きく分けて、図のように浸炭焼入れ・窒化・表面焼入れの3種類に分類されます。
レーザー焼入れはその中で、高周波焼入れと同様に表面焼入れの分類に属しています。
また、他工法との焼入れ深さ、硬度、面積、歪みは比較表のとおりとなります。レーザー焼入れは他工法と比較すると、自己冷却が可能で極小の焼入れができ、歪みが小さいという特長があります。
| レーザー焼入れ | 高周波焼入れ | 浸炭焼き入れ | 窒化処理 | ||
| 加工プロセス | 加熱方法 | 焼き幅に合わせたビームを使用した部分加熱 | 形状に合わせたコイルを使用した部分加熱 | 炉による全体加熱 | 炉による全体加熱 |
| 冷却方法 | 自己冷却 | 水・油など | 水・油など | 不要 | |
| 品質特性 | 焼入れ深さ | ~1.5mm | ~10mm | ~5.0mm | ~0.3mm |
| 焼入れ硬度 | 炭素量により決まる | 炭素量により決まる | 浸炭条件と材質により決まる | 窒化条件と材質により決まる | |
| 焼入れ面積 | 極小範囲の焼入れが得意 | 大面積の部分焼入れが可能 | 表面全体が硬化 | 表面全体が硬化 | |
| 歪み | 局所的に加熱し熱影響が少ないため、歪は少ない。 | レーザーに比べ熱影響が大きいため歪は出るが、他工法に比べると少ない。 | 炉による全体加熱のため、他工法に比べて歪は大きい。 | 処理温度が低いため、他工法に比べて歪は少ない。 | |
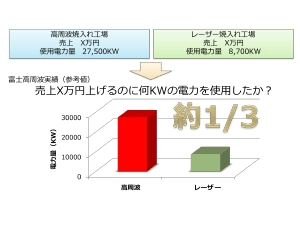
高周波焼入れとの比較
 全体焼入れ
全体焼入れ
 部分焼入れ
部分焼入れ
 高周波焼入れとレーザー焼入れの比較
高周波焼入れとレーザー焼入れの比較
| 高周波焼入れ | レーザ焼入れ | |
| S45C | HRC50~60 | HRC55~60 |
| S55C | HRC55~65 | HRC60~65 |
| SCM440 | HRC55~62 | HRC57~62 |
| SK5 | HRC55~65 | HRC60~65 |
| SUJ2 | HRC58~65 | HRC60~65 |
| FCD600 | HRC45~52 | HRC50~60 |
| SUS420J2 | HRC45~55 | HRC45~55 |
レーザー焼入れのメリット
 ①硬化が必要な部分のみ狙える
①硬化が必要な部分のみ狙える
 ②複雑形状ワークの焼入れができる
②複雑形状ワークの焼入れができる
 ③奥まった部位に焼入れができる
③奥まった部位に焼入れができる
 ④熱処理後の歪みが小さい
④熱処理後の歪みが小さい
 ⑤自己冷却のため熱処理割れが起こりにくい
⑤自己冷却のため熱処理割れが起こりにくい
レーザー焼入れのメリットは、下記5点があります。
①硬化が必要な部分のみ狙える
②複雑形状ワークの焼入れができる
③奥まった部位に焼入れができる
④熱処理後のひずみが小さい
⑤自己冷却のため熱処理割れが起こりにくい
⑥ランニングコストの低減
適用事例のご紹介
【クランクシャフトのレーザー焼入れ】
エンジン部品のクランクシャフトへのレーザー焼入れです。
これまでは、高周波焼入れが主流でしたが、レーザー焼入れの特長である歪みの小ささや1ラインで異なる型の部品を流せるというメリットから、レーザー焼入れを適用するための研究が進んでいます。
【タービンブレードへのレーザー焼入れ】
発電関連で使用するタービンブレードへのレーザー焼入れの適用です。
これまでは火炎焼入れが主流でしたが、レーザー焼入れの特長である歪みの小ささや自動化を目的として、量産で使用されています。
その他事例
【工作機械分野】工作機械部品
【自動車分野】エンジン部品、駆動部品、金型
【ギヤ関連】ラックギヤ
レーザーを熱源に使うメリットや他工法との比較、様々な業界への適用事例を音声入り資料でご紹介します。