丸文コラム-接着接合|レーザー樹脂溶着の基礎

本ページでは、レーザー樹脂溶着技術について接合ができる原理についてご説明しております。
レーザー樹脂溶着技術についての基本原理
レーザー樹脂溶着技術について、接合が可能となる原理についてご説明いたします。
- 市場における代表的な樹脂接合技術
- レーザーを含めた代表的な結合方法を初めにおさらいします。
- 化学的結合・・・接着剤など
- 物理的結合・・・振動溶着、超音波溶着、熱板溶着など
- 機械的結合・・・ボルト/ねじ締結など
- 第4の結合・・・レーザー溶着
上記の中でも比較的に新しい結合方法となります。
レーザー光の波長
レーザー樹脂溶着に使用される光の波長についてご説明いたします。
光は波の性質を持っているため、波の山から山の距離である波長があります。
下図のように人間の目に見える波長は400nm~800nmまでで、紫から赤までとなります。
その紫よりも短い波長を紫外域、赤より長い波長を赤外域と呼びます。
なお、太陽の光はこの波長の多くを含んでおります。

一般的なレーザー樹脂溶着では、赤外域の波長(1,000nm)を使用しますが、
特殊なレーザー樹脂溶着では2,000nmから10,000nmの波長を使用することもあります。
レーザー樹脂溶着技術の原理
では本題のレーザー樹脂溶着技術の原理についてご説明します。
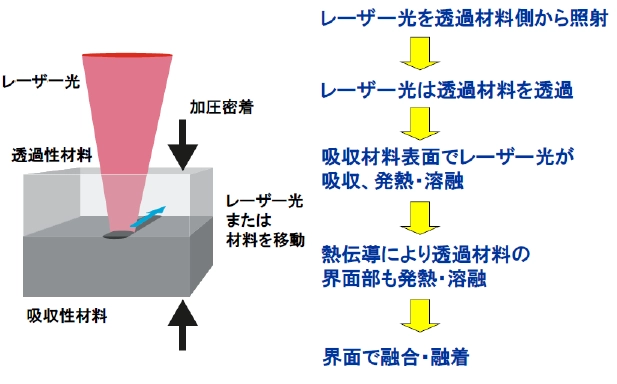
樹脂を重ねて溶着する際は、透過性材料と吸収性材料の2種類の樹脂を使用して溶着を行います。
そして、下図のように透過性材料側からレーザーを照射し、熱を発生させて溶融させて溶着を実現いたします。
なお、透過性材料と吸収性材料というのは、基本的には同一の種類の樹脂同士で、吸収性材料にはカーボン等を混ぜてレーザー光をよく吸収するようにしたものを使用します。
レーザー樹脂溶着で使用される樹脂
樹脂について大きく分けると熱可塑性樹脂と熱硬化性樹脂に分けられ、レーザー樹脂溶着に使用される樹脂は熱可塑性樹脂です。
字の通り、熱硬化性樹脂ではレーザーを照射すると硬くなるだけで溶融しません。
熱可塑性樹脂についても、結晶性と非晶性と分けられますがどちらについてもレーザー樹脂溶着が可能です。
樹脂の組み合わせ
レーザー樹脂溶着が可能な樹脂の組み合わせについて説明します。
上の項では熱可塑性樹脂樹脂ならばレーザー樹脂溶着が可能とご説明しましたが、基本的に透過性材料と吸収性材料は同種である必要があります。
それは、融点が同じか近い必要があるからです。
中には異種材でも溶着が可能な組み合わせがありますが、強度不足となる場合があるため注意が必要です。
レーザーと他の接合方法との比較
下の表にまとめております。
| 接合法 | |||||
|---|---|---|---|---|---|
| 外観 | |||||
| 材料制約 | |||||
| 形状制約 | |||||
| 内部影響 | |||||
| 生産性 | |||||
| 信頼性 | |||||
| リサイクル | |||||
| 作業環境 |
熱可塑性樹脂や同種材同士という制約があるため、材料制約は△となっております。
その他について〇となっている理由は次の通りです。
外観 :界面で熱が発生し溶融するため、表面への影響が非常に少なく抑えられます。
形状制約 :三次元形状も対応が可能なため様々な形状に対応可能です。
内部影響 :レーザー光が当たった部分のみ熱が発生するため、熱影響箇所を最小にできます。
生産性 :条件さえ決まってしまえば再現性があり、生産時間も調整可能です。
信頼性 :樹脂を熱で溶かし接合しているため分子間結合となるため、強度などの信頼性もあります。
リサイクル:溶剤などを使用しないためリサイクルが容易です。
作業環境 :音の発生が少なく、有害ガスの発生もし辛いため他工法に比べて良い作業環境となります。
レーザー樹脂溶着の前処理
大気圧プラズマによる前洗浄
レーザー樹脂溶着において表面に付着している有機物が原因で溶着面に欠陥が発生する場合、大気圧プラズマによる前洗浄が有効です。大気圧プラズマには部材表面の有機物を除去し、親水性の官能基を部材表面に付与する2つの効果があります。
大気圧プラズマ処理における2つの効果
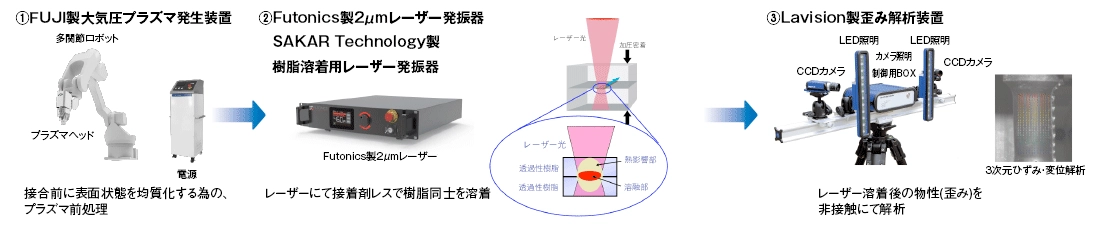
レーザー樹脂溶着の工程で使用される弊社製品のイメージ
この項目では接着剤レスにてレーザーで樹脂溶着を行う工程のどの部分に弊社製品が使用されているかイメージ図と共にご紹介します。
まず、樹脂にレーザー溶着を行う前に、溶着部分に向かって大気圧プラズマよる表面処理を行います(下記①)。
次に、レーザーにより樹脂同士を溶着します(下記②)。
最後に、溶着した材料の接合強度を確認する為、引っ張りせん断試験等の試験を行いますが、その試験中に材料にどのような歪みがかかっているかを非接触で撮影し解析します(下記➂)。
関連商品
FUJI製超高密度大気圧プラズマ発生装置
 |
接着剤の接着強度向上の為やコーティング剤の密着強度向上の為の前処理として使用されます。 |
Lavision製歪み解析装置
 |
引っ張りせん断試験などを実施する際、材料にかかる歪みを非接触で解析する為に使用されます。 |
Futonics製2μmレーザー発振器
 |
透過性樹脂同士を接着剤レスでレーザー溶着する際のレーザー光源として使用されます。 |
OPTICAL ENGINES製樹脂溶着用レーザー発振器
 |
透過性樹脂と吸収性樹脂をレーザー溶着する際のレーザー光源として使用されます。 |