丸文コラム-コネクター| 圧着技術について


丸文コラム・コネクターにおいてケーブルや電線対基板のような製品に関してご紹介しましたが、読者からのご要望もあり今回はその電線を加工する圧着技術についてご紹介いたします。現状では機器間の通信ではワイヤレスが多くなっていますが、機器内では動脈である電源や神経のような信号を伝えるために多くの圧着加工された電線が使用されています。今回はその圧着技術にフォーカスした内容をご紹介します。


商品基礎情報
圧着技術の基礎
端子/ターミナルの各部の名称
圧着端子/ターミナルの部品ひとつを取っても、細かな部分にもそれぞれ名称があり電線を圧着加工するにあたり、圧着仕様書で色々と寸法規定がされています。
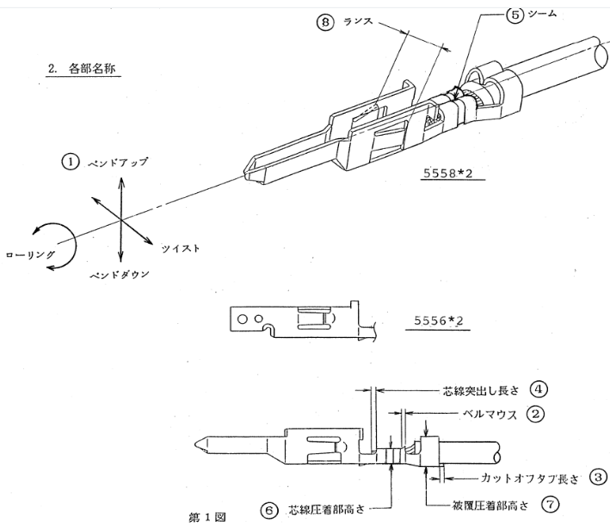
| 第1図の個所 | 項目 | 仕様 |
| ① | ベンド アップ | 5°以下 |
| ベンド ダウン | 2°以下 | |
| ツイスト | 5°以下 | |
| ローリング | 17°以下 | |
| ② | ベルマウス(参考値) | 0.2〜0.5mm |
| ③ | カットオフタブ長さ | 0.3mm以下 |
| ④ | 芯線突出し長さ | 0〜1.0mm |
| ⑤ | シーム | シームは閉じていること。但し開きのある場合は芯線の飛出しのないこと。 |
|
|
絶縁被覆むき長さ(参考値) | 2.8〜3.3mm |
| ⑧ | ランス | 2.9±0.4mm |
重要個所の仕様説明(1)
電線の芯線突出し長さ
圧着後に芯線が長すぎる場合、ハウジングへの挿入性が悪くなり、挿入不良の原因となります。
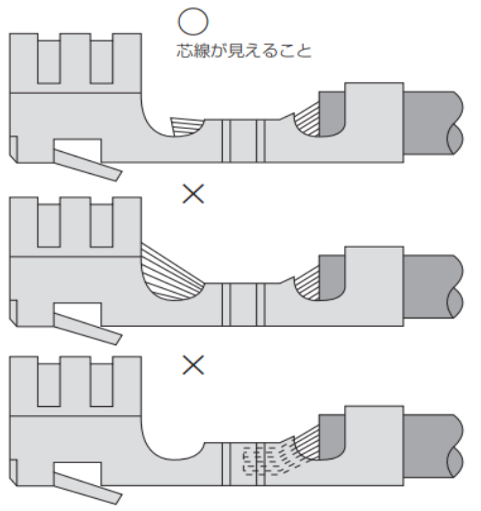 圧着加工後(良・不良)イメージ
圧着加工後(良・不良)イメージ
重要個所の仕様説明(2)
電線の被覆長さ
圧着後の被覆の位置はトランジッション内に被覆と芯線が目視で確認できることが理想です。
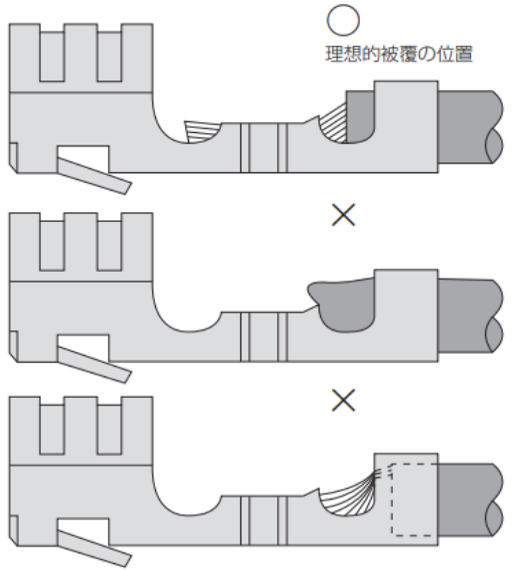 圧着加工後(良・不良)イメージ
圧着加工後(良・不良)イメージ
圧着加工をする為には
電線を圧着加工し良品を製作するには、適切な設備(工具、治具)を使用することが不可欠です。また、圧着した端子/ターミナルを確実にハウジングに挿入するための挿入治具やリペアする場合の端子の抜き治具も用意されています。
*端子/ターミナルによっては挿入治具や抜き治具がない場合もあります。
 手動圧着工具
手動圧着工具
 電動プレス(機械式および空気圧式フィード)
電動プレス(機械式および空気圧式フィード)
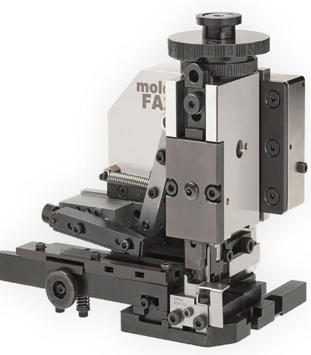 アプリケーター
アプリケーター
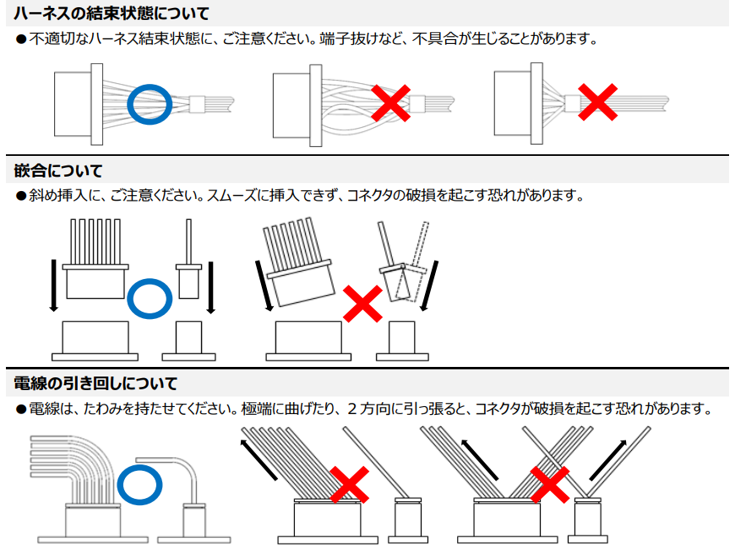
Appendix 1.(コネクターに関する取扱い注意事項)
電線対基板・中継用コネクター
上記でご説明したように端子/ターミナルの圧着加工上での注意点以外にも、電線の結束時や相手側との嵌合時そして、その電線の引き回しの際にも注意する点が色々とあります。ハーネスの結束状態は、加工側(ハーネスメーカー)側での注意点、嵌合、電線引き回しは基板側(セットメーカー・EMS)の注意点となります。
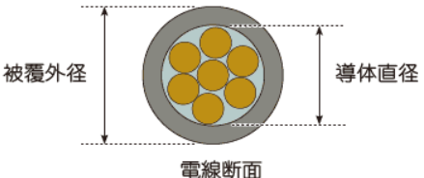
Appendix 2.(コネクター用端子が指定する電線について)
American Wire Gauge(AWG)とUL Style No.
コネクターのW to BやW to Wに使用する端子/ターミナルには必ずUL規格が認定している電線のサイズ(太さ)であるAWGの番号指定があります。それは、端子/ターミナルサイズに依って許容する電線のサイズ(AWG)が決まっているからです。また、UL Style番号に依って電線の絶縁体(被覆)素材や定格仕様が異なっています。従ってUL Style番号にて仕様を決め、AWGにて導体サイズを決めることになります。コネクターメーカーの仕様書では通常AWGのみ規定していますが、最近の端子/ターミナル用の圧着機仕様書では、端子/ターミナルごとに違う圧着加工に必要な被覆外形も規定しています。それにより圧着加工可能なUL Style番号を選択します。 下記画像はUL Style番号ごとの仕様例となります。同じAWGサイズであっても、定格・絶縁体(被覆)仕様は異なっています。
| UL Style No. | 定格 | 導体 |
絶縁体(被覆) |
||||
| 温度 | 電圧 | AWG. | 構成(本/mm) | 外形(mm) | 厚さ(mm) | 外形(mm) | |
| 1007 | 80℃ | 300V | 22 | 17/0.16 | 0.78 | 0.39 | 1.56 |
| 1015 | 105℃ | 600V | 22 | 17/0.16 | 0.78 | 0.77 | 2.32 |
| 1061 | 80℃ | 300V | 22 | 7/0.254 | 0.76 | 0.25 | 1.26 |
「Creating Connections for Life」」はモレックス社のブランドメッセージです。